Room 202-3, Building 30, No. 220 Xianggong Road, Xiangzhou District, Zhuhai City
08.00 AM-09.00 PM
Conveyor systems are used in many factories, warehouses, and packaging lines. They move cartons, bags, bottles, parts, and finished products from one station to another. For a conveyor to work well, it does not only need power. It needs steady movement, the right speed, and reliable daily operation.
This is where MES-DRIVE helical inline gear motors can make a real difference.
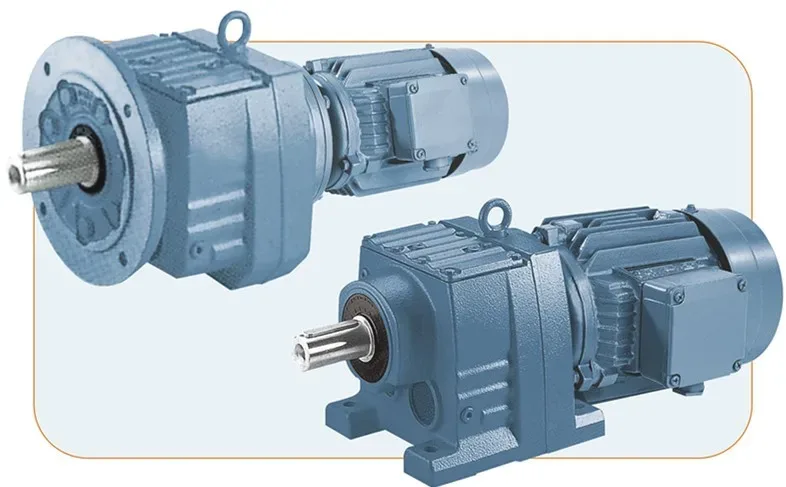
A helical inline gear motor combines the motor and reducer in one straight-line design. In simple terms, it helps the conveyor move at a useful speed while keeping the drive system compact. Because the output direction is in line with the motor, it is easy to install in many conveyor layouts.
A packaging workshop was using several belt conveyors to move sealed cartons from packing tables to the final checking area. The line worked, but the movement was not stable enough. Sometimes cartons arrived too close together. Sometimes the belt speed changed slightly after long running hours. Workers had to stop the line and adjust the product spacing.
The customer wanted a drive solution that could keep the conveyor moving smoothly during daily production. They also needed a compact design because the conveyor frame had limited installation space.
MES-DRIVE recommended helical inline gear motors for the conveyor drive system.
The main reason was steady output. A conveyor line does not need sudden movement. It needs continuous, predictable motion. The MES-DRIVE helical inline gear motor helped the belt run at a more stable speed, making product flow easier to control.
The second reason was space saving. The inline structure allowed the motor and reducer to fit neatly along the conveyor frame. This helped the customer avoid a bulky side-mounted drive layout.
The third reason was easy maintenance. Since the drive unit was simple to access, workers could check and service the system more conveniently.
After the upgrade, carton movement became smoother. The spacing between cartons was easier to manage, and operators no longer needed to adjust the conveyor as often. The line became more organized, especially during busy production hours.
The new drive system also helped reduce small interruptions. Fewer stops meant better working rhythm for packing, inspection, and transfer. Workers could focus more on product quality instead of constantly watching the belt speed.
For the customer, this was not just a motor replacement. It improved the whole movement process.
Conveyor systems are widely used in packaging, logistics, food processing, electronics, and light manufacturing. In these industries, stable movement affects both speed and quality. If products move unevenly, workers may need more time to sort, check, or correct them.
MES-DRIVE helical inline gear motors are suitable for straight conveyors, roller conveyors, belt conveyors, transfer lines, and small automated handling systems. They help equipment builders design cleaner machines and help end users improve daily operation.
A conveyor may look simple, but its drive system has a direct effect on performance. With the right gear motor, product movement becomes smoother, operators work more comfortably, and the production line becomes easier to manage.
For conveyor applications that need compact design and stable running, MES-DRIVE helical inline gear motors provide a practical and reliable solution.

Leave A Reply
Your email address will not be published. Required fiels are marked